هیچ محصولی در سبد خرید نیست.

جوشکاری زیرپودری که با نام اختصاری SAW نیز شناخته میشود، یکی از روشهای مهم و پراستفاده در جوشکاری با قوس الکتریکی است. این روش به دلیل کیفیت عالی جوش، سرعت بالا و امکان استفاده از دستگاههای خودکار، در بسیاری از زمینههای صنعتی جایگاه محکمی پیدا کرده است. در این نوشته، ابتدا به زبان ساده توضیح میدهیم که جوشکاری زیر پودری چگونه انجام میشود و سپس مزایا، محدودیتها، موارد استفاده، گونههای مختلف و اصول ایمنی مربوط به آن را مرور میکنیم.
جوشکاری زیرپودری که به اختصار SAW نامیده میشود، یکی از روشهای جوشکاری با قوس الکتریکی است. این روش به خاطر کیفیت عالی، سرعت خوب و امکان مکانیزه کردن آسان، در بسیاری از صنایع و پروژههای مختلف کاربرد دارد.

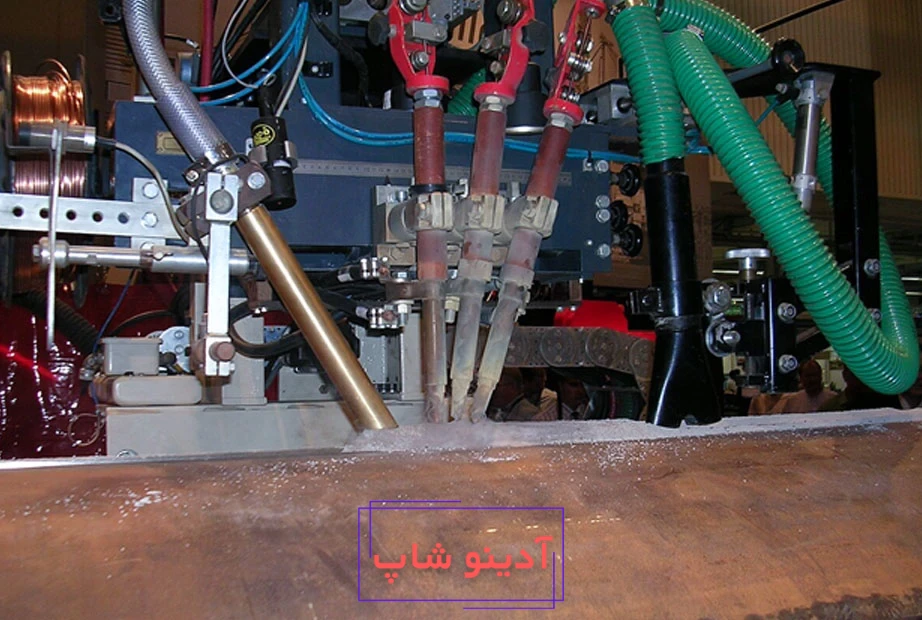
در این فرآیند، یک قوس الکتریکی بین یک سیم جوش (الکترود) و قطعهای که باید جوش بخورد ایجاد میشود. این قوس به طور کامل زیر لایهای از پودر ویژه پنهان میشود.
این پودر جوشکاری دو نقش مهم دارد: اول اینکه مانند یک محافظ، قوس و منطقه جوش را از تماس با هوای محیط و آلودگیها حفظ میکند. دوم اینکه پس از ذوب شدن، به صورت سرباره درآمده و از فلز جوش مذاب در برابر اکسید شدن محافظت مینماید.

جوشکاری زیرپودری (SAW) به خاطر فواید زیادی که دارد، امروزه یکی از روشهای پرطرفدار جوشکاری با قوس الکتریکی محسوب میشود. در ادامه، مهمترین برتریهای این روش را مرور میکنیم:
**جوش با کیفیت عالی:**
در این روش از پودر ویژهای به عنوان پوشش محافظ و تشکیل سرباره استفاده میشود. در نتیجه، جوشهایی با کیفیت بالا، نفوذ عمیق و سطح یکدست و بدون نقص ظاهری ایجاد میشود. همین ویژگی، جوشکاری زیرپودری را برای پروژههایی که نیاز به اتصالات بسیار مستحکم و مطمئن دارند — مانند سازههای سنگین و خطوط لوله — به گزینهای ایدهآل تبدیل کرده است.
**سرعت اجرای بالا:**
جوشکاری زیرپودری سرعت زیادی دارد و برای اتصال قطعات بلند و ضخیم، به شکل محسوسی از روشهای جوشکاری قوسی دیگر مانند SMAW یا GMAW سریعتر عمل میکند.
این سرعت بالا به دلیل تمرکز زیاد قوس الکتریکی و حرارت شدید آن است که امکان حرکت سریعتر جوشکار در طول خط جوش را فراهم میکند.
**قابلیت اتوماسیون آسان:**
این روش به سادگی قابل مکانیزه شدن است و در خطوط تولید انبوه به کار میرود. ماهیت فرآیند جوشکاری زیرپودری به گونهای است که به راحتی با رباتها و دستگاههای خودکار کنترل میشود. استفاده از نسخه اتوماتیک این روش میتواند بازدهی و کیفیت تولید را به میزان چشمگیری افزایش دهد و در عین حال از هزینهها بکاهد.
**محیط کاری سالمتر:**
در مقایسه با دیگر روشهای جوشکاری قوسی، جوشکاری زیرپودری دود و گازهای زیانآور کمتری تولید میکند. دلیل این امر استفاده از پودر محافظ است که این دود و گازها را جذب کرده و مانع از پخش شدن آنها در فضای کار میشود.
علاوه بر مزایای بالا، جوشکاری زیرپودری فواید دیگری مانند امکان جوشکاری در وضعیتهای مختلف، سازگاری با طیف وسیعی از ضخامتهای فلز و یادگیری نسبتاً آسان را نیز ارائه میدهد. با این حال، باید در نظر داشت که این روش معایبی هم دارد؛ از جمله قیمت بالای دستگاهها و مواد مصرفی، نیاز به مهارت و تجربه کافی و نیز محدودیت در دسترسی به برخی از انواع اتصالات.
جوشکاری زیرپودری با وجود فواید زیادش، نکات منفی هم دارد که پیش از انتخاب آن برای یک کار باید به آنها توجه کرد. برخی از اصلیترین محدودیتهای این روش جوشکاری عبارتند از:
**هزینه زیاد:** دستگاهها و موادی که در جوشکاری زیرپودری به کار میروند — مانند پودر ویژه، مشعلهای مخصوص و دستگاههای تغذیه سیم — قیمت بالاتری نسبت به روشهای دیگر جوشکاری مثل جوشکاری با الکترود دستی یا جوشکاری با گاز محافظ دارند. این مسئله میتواند هزینه کل پروژههای جوشکاری را به شکل چشمگیری بالا ببرد.
**محدودیت در دسترسی:** ویژگیهای این نوع جوشکاری، دسترسی به بعضی از محلهای اتصال را سخت میکند. برای نمونه، جوش دادن در زاویههای بسته یا فضاهای تنگ با این روش مشکل است. در چنین موقعیتهایی ممکن است لازم باشد از روشهای جایگزین مانند جوشکاری دستی با الکترود روکشدار یا جوشکاری با گاز محافظ استفاده شود.
**نیاز به تخصص:** جوشکاری زیرپودری به مهارت و تجربه قابل توجهی نیاز دارد. تنظیم درست دستگاهها، انتخاب پودر مناسب و روش صحیح حرکت دادن الکترود برای رسیدن به نتیجهای با کیفیت، ضروری است. افراد کمتجربه در این روش ممکن است با مشکلاتی مانند نفوذ ناکافی، حفره یا ترک در جوش مواجه شوند.
**محدودیت در ضخامت:** جوشکاری زیرپودری برای اتصال قطعات نازک گزینه مناسبی نیست. کمترین ضخامت معمول برای این روش حدود ۳ میلیمتر است. برای جوشکاری قطعات نازکتر، احتمالاً باید از روشهای دیگری مانند جوشکاری TIG یا جوشکاری با لیزر کمک گرفت.
جوشکاری زیرپودری مشکلات دیگری هم دارد. مثلاً معمولاً نمیتوان از آن در فضای باز یا جاهایی که باد میوزد استفاده کرد؛ چرا که باد پودر مخصوص جوشکاری را پراکنده میکند. علاوه بر این، فرایند جوشکاری با این روش گاهی صداهای بلندی تولید میکند که برای محافظت از گوش، لازم است از محافظهای شنوایی مناسب استفاده شود.
بیشتر بخوانید: بررسی ۶ مورد از عوارض جوشکاری [آشنایی با روشهای پیشگیری]
جوشکاری زیرپودری (SAW) به خاطر کیفیت عالی، سرعت خوب و امکان انجام خودکار، در بسیاری از صنایع و پروژهها کاربرد دارد. مهمترین موارد استفاده از این روش عبارتند از:
1. **ساختمانسازی:** در صنعت ساختوساز، از جوشکاری زیرپودری برای به هم پیوستن قطعات فولادی در پلها، ساختمانهای بلند، اسکلهها، مخزنهای بزرگ و سازههای سنگین دیگر استفاده میشود. جوشهای حاصل از این روش بسیار محکم و بادوام هستند و برای جاهایی که بار زیاد یا شرایط آبوهوایی سخت وجود دارد، گزینهای ایدهآل محسوب میشوند.
2. **لولهگذاری:** این روش برای اتصال لولههای فولادی در مسیرهای انتقال نفت و گاز، خطوط آب و دیگر سیستمهای لولهکشی با فشار بالا به کار میرود. جوشهای با نفوذ عمیق و کیفیت بالا در این روش، باعث میشود اتصالات بتوانند فشار زیاد و مواد خورنده را تحمل کنند.
3. **ساخت کشتی:** جوشکاری زیرپودری در ساختن بدنه و عرشه کشتیها نقش بسیار مهمی دارد. امکان انجام خودکار و کیفیت بالای جوش، آن را برای ساخت کشتیهای بزرگ و پیچیده مناسب کرده است. این جوشها همچنین میتوانند در برابر فشارهای سنگین و شرایط سخت دریا مقاومت کنند.
4. **تولید ماشینآلات:** از این روش در ساخت انواع زیادی از ماشینآلات مانند بویلرها، مبدلهای گرمایی، پرسها و دیگر دستگاههای صنعتی استفاده میشود.
5. **صنعت خودروسازی:** جوشکاری زیرپودری در تولید شاسی و بدنه خودروها کاربرد دارد. استحکام و دوام بالای این جوشها به حفظ استقامت بدنه خودرو و ایمنی سرنشینان در هنگام بروز حادثه کمک میکند.
علاوه بر این موارد، از جوشکاری زیرپودری در زمینههای دیگری مانند ساخت تجهیزات راهآهن، ماشینهای کشاورزی و سازههای دریایی نیز استفاده میشود. انعطافپذیری و مزایای فراوان این روش، آن را به یک گزینه محبوب برای انواع مختلف پروژههای جوشکاری تبدیل کرده است.
بیشتر بخوانید: اصلی ترین تفاوت جوشکاری TIG و MMA در چیست؟ | کاربرد هر روش در کجاست؟
پس از آشنایی با تعریف جوشکاری زیر پودری و نکات مثبت و منفی آن، نوبت به معرفی گونههای مختلف این فرآیند میرسد. به طور کلی این روش جوشکاری در سه گروه اصلی جای میگیرد:
1. روش نیمه خودکار:
در این شیوه، اپراتور به صورت دستی الکترود را هدایت میکند، اما دستگاه به شکل خودکار پودر جوش را به محل مورد نظر میرساند. این کار باعث میشود جوشکار تسلط بیشتری بر کار داشته باشد و برای فضاهای تنگ یا اتصالات با شکلهای پیچیده گزینه مناسبی است.
2. روش خودکار:
در این روش تمام مراحل، از حرکت الکترود و رساندن پودر تا تنظیم ولتاژ و جریان، به صورت خودکار توسط دستگاه انجام میشود. این نوع جوشکاری برای قطعات بلند و صاف مانند لولهها و تیرآهنها بسیار مناسب است و میتواند سرعت و کیفیت کار را به شکل چشمگیری بالا ببرد. البته هزینه دستگاههای خودکار جوشکاری زیر پودری در مقایسه با نوع نیمه خودکار بیشتر است.
روش جوشکاری با دستگاه:
این شیوه برای اتصال قطعاتی که شکل استوانهای دارند — مانند لولهها، مخازن و تانکهای تحت فشار — به کار میرود. در این روش، قطعهای که باید جوش بخورد، روی یک دستگاه چرخان ثابت میشود. سپس الکترود و پودر جوش به صورت خودکار در طول خط اتصال حرکت میکنند. این فرآیند برای جوشکاری خودکار و با کیفیت قطعات استوانهای مناسب است و میتواند سرعت و دقت کار را به شکل چشمگیری بالا ببرد.
انتخاب هرکدام از روشهای جوشکاری زیرپودری به چند عامل بستگی دارد؛ مثل جنس و ضخامت قطعه، شکل اتصال، کیفیت مورد نیاز و هزینهای که برای پروژه در نظر گرفتهاید. هر یک از روشهای نیمهخودکار، خودکار و ماشینی، نقاط قوت و محدودیتهای خاص خود را دارند و بسته به شرایط مختلف میتوان از آنها استفاده کرد.
برای داشتن یک جوش با کیفیت، ابتدا باید سطح قطعه کار را به خوبی آماده کنید. لبههای قطعات باید کاملاً تمیز باشند و هیچ گونه کثیفی، رنگ، روغن یا چربی روی آنها نباشد. پس از تمیزکاری، نوبت به تنظیم دستگاه جوش میرسد. باید ولتاژ، شدت جریان و سرعت حرکت الکترود را با توجه به جنس و ضخامت قطعهای که میخواهید جوش دهید، به درستی تنظیم کنید.
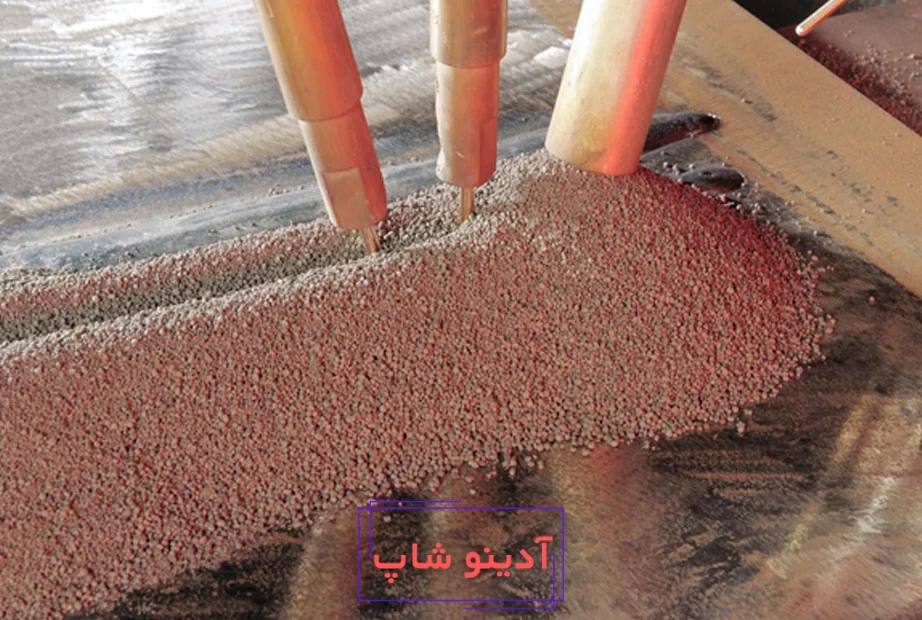
بعد از این تنظیمات، پودر مخصوص جوشکاری را به صورت یکسان و یکنواخت روی خط جوش میپاشند. با برقراری قوس الکتریکی، الکترود شروع به ذوب شدن میکند و یک حوضچه مذاب ایجاد میشود.
سپس پودر جوش نیز ذوب میشود و دو نقش مهم ایفا میکند: هم مانند یک گاز محافظ از جوش محافظت میکند و هم به صورت سرباره عمل مینماید. الکترود به آرامی در طول خط جوش حرکت میکند و در همین حال، اپراتور یا دستگاه به طور پیوسته پودر تازه را به جلو هدایت میکند. وقتی جوشکاری تمام شد، پودر باقیمانده سرد شده و یک پوسته سخت روی محل جوش تشکیل میدهد.
جوشکاری زیرپودری یک روش اتصال فلزات است که در آن از گرمای یک قوس الکتریکی استفاده میشود. این روش کاری، با وجود کاربردهای گسترده، میتواند خطراتی برای سلامتی و ایمنی افراد در محل کار به همراه داشته باشد.

برای کم کردن این خطرها و داشتن یک محیط کار بیخطر، رعایت موارد ایمنی زیر لازم است:
**کاربرد وسایل محافظتی:** از عینک مخصوص استفاده کنید تا چشمانتان در برابر جرقهها و پرتوهای مضر فرابنفش محفوظ بماند. عینک ایمنی از مهمترین و پراستفادهترین وسایل حفاظتی است که به کار بردن آن، صدمه به چشم و صورت را در برابر خطرات احتمالی در انواع کارها کم میکند.
**استفاده از هواکش مناسب:** دود و گازهای زیانباری که هنگام جوشکاری زیرپودری پدید میآیند، میتوانند سمی و خطرآفرین باشند. برای اطمینان از جریان هوای کافی در محل کار، از سامانههای تهویه مناسب مانند هواکشهای قوی بهره ببرید.
**مراقبت از خطر برقگرفتگی:** پیش از آغاز کار، مطمئن شوید که برق دستگاه جوشکاری قطع است. از سیمها و کابلهای فرسوده یا آسیبدیده دوری کنید و از اتصال درست دستگاه به پریز دارای سیم اطمینین حاصل نمایید. همچنین، از قرار دادن مواد آتشزا و انفجاری نزدیک محل کار خودداری کنید.
**خواندن راهنمای ایمنی پیش از شروع کار:** پیش از انجام هرگونه عملیات جوشکاری، دستورالعملهای ایمنی مربوط به دستگاه و مواد مصرفی را با دقت بخوانید و بفهمید. از خطرهای احتمالی آگاه باشید و کارهای پیشگیرانه لازم برای جلوگیری از آنها را انجام دهید.
به جز نکات گفته شده، افرادی که جوشکاری زیرپودری انجام میدهند باید آموزشهای ایمنی کافی دیده باشند و از وسایل حفاظت فردی مناسب (مانند لباس کار، دستکش، کفش ایمنی و …) استفاده کنند. همچنین، هوشیاری و تمرکز در حین کار بسیار مهم است و در صورت دیدن هر وضعیت ناایمن، باید کار را بلافاصله متوقف کرد.
با رعایت این نکات ایمنی، میتوانید خطرهای مربوط به جوشکاری زیرپودری را کاهش دهید و محیط کاری امن و سالمی برای خود و همکارانتان فراهم کنید.
در این نوشته به این پرسش پاسخ دادیم که جوشکاری زیرپودری چیست. همانطور که اشاره کردیم، این شیوه مزایای زیادی دارد؛ مانند جوشی با کیفیت عالی، سرعت کار بالا، امکان مکانیزه کردن فرآیند و همچنین محیط کاری پاکتر و سالمتر. در کنار این محاسن، معایبی نیز وجود دارد؛ از جمله هزینه زیاد، نیاز به تخصص بالا، محدودیت در دسترسی به برخی موارد و نیز محدودیت در ضخامت قطعاتی که میتوان جوش داد.
انتخاب بهترین روش جوشکاری در نهایت به فاکتورهای گوناگونی بستگی دارد؛ مثل جنس و ضخامت مواد، شکل قطعهای که باید جوش بخورد، استانداردهای کیفی مورد نیاز و همچنین بودجه در نظر گرفته شده برای پروژه.
با این حال، نکته مهمی که در هر نوع جوشکاری باید همیشه به خاطر داشته باشید، استفاده از وسایل محافظتی مناسب برای حفظ سلامتی خود است.

تجهیزات ایمنی که انتخاب میکنید باید ویژگیهایی مانند استحکام در برابر ضربه، جلوگیری از عرق کردن پوست، عدم ایجاد حساسیت و انعطافپذیری مناسب را داشته باشد. این ویژگیها کمک میکند تا از بروز خطرات احتمالی پیشگیری شود.
تجهیزات ایمنی برند رونیکس، با بالاترین استانداردهای کیفیت تولید میشوند تا نیازهای مشتریان را به بهترین شکل برآورده کنند.
جوشکاری زیرپودری در چه مواردی استفاده میشود؟
این روش جوشکاری به خاطر کیفیت عالی، سرعت خوب و امکان مکانیزه کردن، در زمینههای مختلفی مثل پروژههای ساختمانی، نصب لولهها، ساخت کشتی، تولید دستگاههای صنعتی و ساخت خودرو کاربرد دارد. جوشکاری زیرپودری گزینه مناسبی برای اتصال قطعات سنگین و دراز است و نتیجه آن یک پیوند محکم و باکیفیت خواهد بود.
جوشکاری زیرپودری چه برتریهایی دارد؟
مزایای جوشکاری زیرپودری شامل این موارد است: ایجاد جوشهای یکنواخت با نفوذ عمیق، سرعت اجرای بالا، قابلیت استفاده از دستگاههای خودکار که هزینه تولید را کاهش میدهد و همچنین تولید دود و گازهای زیانآور کمتر که هم محیط کار را بهتر میکند و هم سلامت جوشکار را بیشتر حفظ مینماید.
چگونه میتوان محصولات ایمنی رونیکس را خرید؟
تجهیزات ایمنی و سایر ابزارهای برند رونیکس را میتوانید از فروشگاههای ابزارفروشی در سراسر ایران تهیه کنید.











